
Ob 1 Gramm oder 8 Tonnen Bauteile, sowie einer Länge von bis zu 12 Metern, mit unseren Produktionsanlagen kein Problem!
Bei der Löwenhärterei führen wir bei der Wärmebehandlung eine fast 50-jährige Tradition fort.
Bei unserer Wärmebehandlung werden die Werkstücke in modernen Produktionsanlagen kontrolliert erwärmt und abgekühlt, um die gewünschten Werkstoffeigenschaften zu erhalten. In diesem Verfahren können wir sowohl thermisch, chemisch-thermisch als auch mechanisch-thermisch auf Materialien einwirken, um spezielle Eigenschaften wie Oberflächenhärte, Temperatur Beständigkeit, Festigkeit oder Duktilität für individuelle Zwecke zu optimieren.
Unsere Wärmebehandlung bietet verschiedene Verfahren wie Nitrieren, Nitrocarburieren, Plasmanitrieren, Plasmanitrocaburieren und einige Glühverfahren. Selbstverständlich auch noch das sogenannte IonitOx verfahren.
Unser Bestreben ist es alle Verfahren den individuellen Kundenwünschen optimal anzupassen. Die Basis unserer Arbeit ist das uns entgegengebrachte Vertrauen unserer Kunden, das in die Leistungsfähigkeit unserer Technologien, Prozesse und Mitarbeiter gesetzt wird.
Als inhabergeführtes Unternehmen liegt unser Fokus auf Qualität, Perfektion, Liefertreue und langfristigen Partnerschaften mit Kunden, Mitarbeitern und Lieferanten. Wir legen großen Wert darauf, die Herausforderung eines jeden Auftrages mit unseren Partnern gemeinsam zu meistern.
Zu unseren Kunden zählen namhafte Unternehmen aus der Automobilindustrie, dem Maschinen- und Anlagenbau, dem Formen- & Werkzeugbau, der Getriebefertigung und aus der Kunststoffindustrie.
Nitrieren
(Temperaturbereich – 600 ° C)
Plasmanitrieren
(Temperaturbereich – 570 ° C)
IonitOx
(Temperaturbereich 570° C)
Spannungsarmglühen
(Temperaturbereich 550 ° – 650 ° C)
Normalglühen
(Temperaturbereich > 800 ° C)
Vakuumhärten (coming soon…)
(Temperaturbereich > 1300 ° C)
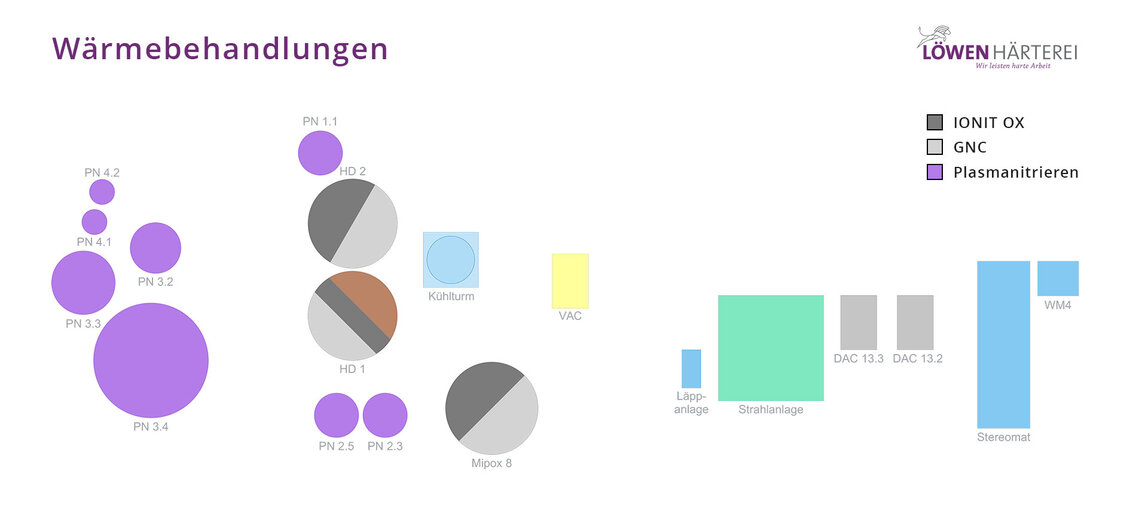
| Wärmebehandlung | Anlagen | Maße [mm] | Gewicht [kg] | Temperatur [°C] | Heizungsart | |
|---|---|---|---|---|---|---|
| Plasmanitrieren | PN 1.1 | H: 15000; d: 700 | 2000 | bis 600 | Strom | |
| Plasmanitrieren | PN 2.3 | H: 3800; d: 600 | 2000 | bis 600 | Strom | |
| Plasmanitrieren | PN 2.5 | H: 3800; d: 600 | 2000 | bis 600 | Strom | |
| Plasmanitrieren | PN 4.1/4.2 | H: 950; d: 600 | 200 | bis 600 | Strom | |
| Plasmanitrieren | PN 3.2 | H: 1600; d: 800 | 1000 | bis 600 | Strom | |
| Plasmanitrieren | PN 3.3 | H: 1600; d: 1000 | 1000 | bis 600 | Strom | |
| Plasmanitrieren | PN 3.6 | H: 2100; d: 1800 | 6500 | bis 600 | Strom | |
| Vakuum Ofen | VAC | L: 1200 × B: 900 × H: 600 | 1000 | 1350 | Strom | |
| IONIT OX / Nitrieren / Glühen | HD 1 | H: 5400; d: 1450 | 8000 | bis 750 | Strom | |
| IONIT OX / Nitrieren | HD 2 | H: 5400; d: 1450 | 8000 | bis 600 | Strom | |
| Nitrieren | MipOx 8 | H: 2500; d: 1200 | 4000 | bis 600 | Strom | |
| Nitrieren | DAC 13.2 | L: 1180 × B: 870 × H: 600 | 1500 | bis 600 | Gas | |
| Nitrieren | DAC 13.3 | L: 1180 × B: 870 × H: 600 | 1500 | bis 600 | Gas | |
| Waschen Lange Bauteile | Steromat | L: 5600 × B: 1300 × H: 1800 | 8000 Liter | 70-80 | Strom | |
| Waschen Kleinteile | MW4 | L: 1700 × B: 1700 × H: 1300 | 900 Liter | 70-60 | Strom | |
| Läppanlage | MGH100 | L: 900 × B: 900 × H: 600 | 100 | - | Strom | |
| Strahlanlage | - | H: 2000 × B: 1700 × H: 1700 | 1000 | - | Strom |